
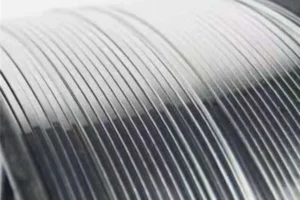
Carbon steel flat wire is widely used in hardware, construction, automotive, spring manufacturing and industrial fastening fields. Its production requires a complete, standardized multi-stage workflow to guarantee accurate dimensions, stable mechanical performance and good surface quality. Below we explain how carbon steel flat wire is produced with every key production stage in detail.
-300x200.webp)
1. Raw Material Selection
The production of carbon steel flat wire starts with strict raw material selection. Manufacturers choose suitable grades of carbon steel round wire and raw steel materials.
The carbon content and other alloying elements in the steel directly determine the tensile strength, hardness, ductility and overall mechanical properties of the finished carbon steel flat wire. Selecting the right steel grade is the foundation of stable final product quality.
2. Melting and Casting
Selected raw steel is melted in professional furnaces, mainly using electric arc furnaces or basic oxygen furnaces.
After melting, the liquid steel is cast into steel billets or slabs via continuous casting technology. These billets and slabs become the basic raw materials for subsequent rolling and flat wire processing.
3. Hot Rolling
The cast billets and slabs are heated to a high temperature and then sent to a series of rolling mills for hot rolling.
This step reduces the thickness of the steel material preliminarily and forms steel strips for further processing. Hot rolling lays the size and structural foundation for making standard carbon steel flat wire.
4. Pickling
High-temperature hot rolling will form oxide scale and rust on the steel surface.
Pickling is used to remove surface oxides: the hot-rolled steel strip is immersed in hydrochloric acid or sulfuric acid solution, followed by rinsing and drying thoroughly. Clean surface conditions are essential for subsequent cold rolling and flattening.
5. Cold Rolling
After pickling and drying, the steel strip enters the cold rolling process at room temperature.
Cold rolling further reduces material thickness, improves surface smoothness, and causes work hardening of carbon steel. This process effectively enhances the mechanical strength and dimensional uniformity of carbon steel flat wire.
6. Annealing
Cold rolling will produce internal stress inside the steel, especially for low carbon steel flat wire.
Annealing is carried out by heating the cold-rolled strip to a set temperature and cooling it at a controlled rate. It relieves internal stress, restores material ductility, and adjusts mechanical properties to meet flat wire application requirements.
7. Preliminary Flattening
Once annealing is completed, the steel strip goes through preliminary flattening treatment.
This step eliminates curvature, waviness and uneven deformation on the strip surface. Manufacturers use cold rolling equipment or professional carbon steel wire flattening machines to make the strip flat and stable for the next procedure.
8. Slitting
The wide flat steel strip is processed by longitudinal slitting.
Slitting cuts the wide strip into multiple narrow strips according to the required width specifications. These narrow strips are the semi-finished products for making standard carbon steel flat wire.
9. Edge Conditioning
After slitting, the strip edges will produce burrs and irregular profiles.
Edge conditioning includes deburring, edge rolling and edge shaving to trim strip edges smoothly. This avoids cracking and deformation during subsequent flattening and ensures safe use of the final flat wire.
10. Final Cold Rolling & Precision Flattening
To reach the exact thickness, flatness and tolerance standard of finished carbon steel flat wire, the slit narrow strips pass through cold rolling mills or professional flattening mills again.
This final cold rolling and flattening process controls precise size and keeps the surface flat and uniform for high carbon steel flat wire and ordinary carbon steel flat wire.
11. Surface Treatment
According to application needs, carbon steel flat wire can be processed with surface treatment.
Common methods include coating, electroplating and passivation, which effectively improve corrosion resistance, rust resistance and wear resistance of the flat wire for different working environments.
12. Quality Control and Inspection
Quality inspection runs through the entire carbon steel flat wire production process.
Inspectors conduct dimensional measurement, mechanical performance testing, surface quality inspection and defect detection. Only products that meet industry specifications can enter the packaging process.
13. Packaging and Shipping
After passing quality inspection, finished carbon steel flat wire is coiled or spooled according to customer length requirements.
Professional packaging is adopted to prevent extrusion, rust and deformation during transportation, then delivered to industrial customers for further processing.
Conclusion
The production of carbon steel flat wire is a complete systematic process covering raw material selection, melting, hot rolling, pickling, cold rolling, annealing, flattening, slitting, edge treatment, finishing rolling, surface processing, quality inspection and packaging. Each stage is closely linked to ensure the carbon steel flat wire has qualified mechanical properties, precise dimensions and excellent surface quality for various industrial applications.
-300x200.webp)

-300x200.webp)

