
Turks Head Mill – Precision Industrial Wire Forming Solution
Engineered for precise wire shaping, flattening, and finishing, the Turks Head Mill delivers consistent quality, minimal scrap, and high throughput across a wide range of metal alloys.
- About Company
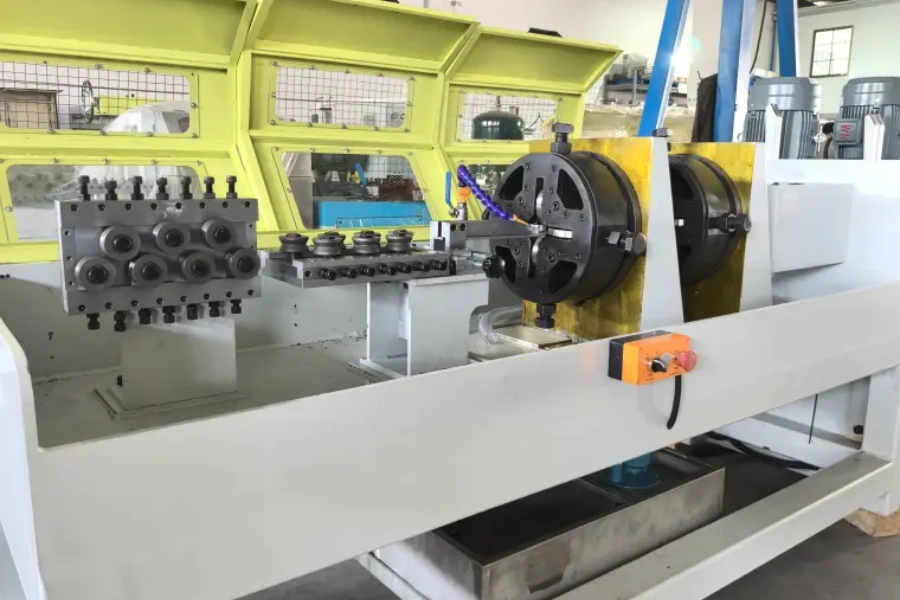
What is a Turks Head Mill
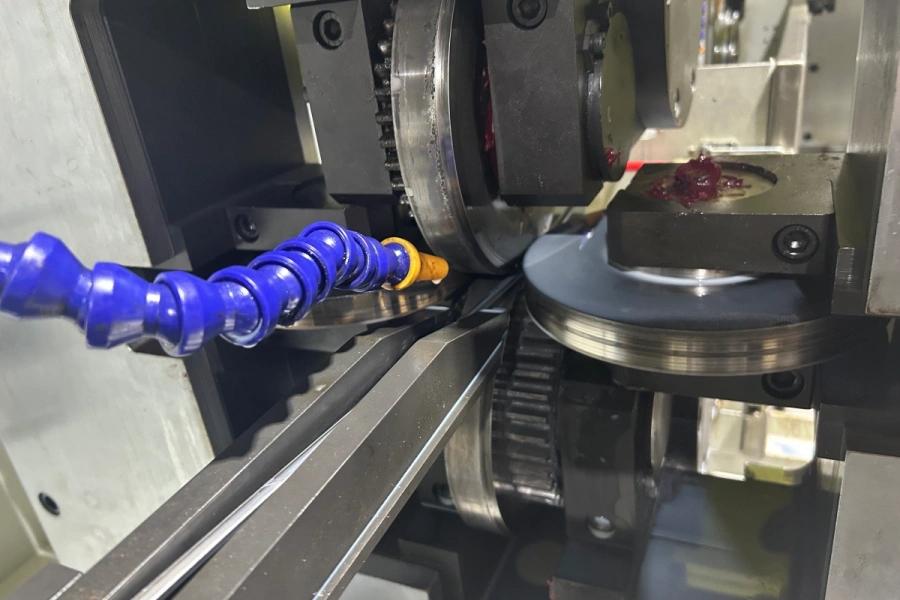
The Turks Head Mill is a critical component in flat wire and shaped wire production lines. It actively converts round wire into flat or custom-profile wire, controlling tension and maintaining precise dimensions to ensure high surface quality. By providing consistent shaping performance, it supports both high-speed and high-accuracy production, making it essential for manufacturers aiming to meet strict industrial standards. Backed by decades of industry experience, our Turk’s Head Mills help optimize efficiency, reduce material waste, and deliver reliable results across every production run.
Types of Turks Head for Wire Forming Applications
We offer both Active and Passive Turks Head Mills, designed to meet different production needs. Active mills feature motor-driven rollers for high-precision, high-speed wire shaping, while Passive mills rely on wire pull-through or external drive for simpler, cost-effective operations.

Pull-Through Turks Head for Light Wire Forming and Sizing
Pull-through turks head systems operate without an independent drive. The wire is pulled through the forming rolls by upstream equipment such as drawing machines or rolling mills.
This type is ideal for light forming, profile sizing, and applications where forming forces are relatively low. It offers a simple structure, easy integration, and cost-effective operation.
Key advantages:
- No independent drive system required
- Driven by line tension
- Suitable for light deformation and sizing
- Simple structure and low maintenance
- Easy integration into production lines

Power-Driven Turks Head for Heavy-Duty Wire Forming
Power-driven turks head systems are equipped with independent motors to actively drive the forming rolls. This allows precise control of speed, torque, and forming pressure.
They are suitable for heavy deformation, high-precision shaping, and demanding production conditions requiring stable forming performance and tight tolerances.
Key advantages:
- Independent motor-driven roll system
- Higher forming capacity and reduction capability
- Improved dimensional accuracy and repeatability
- Stable forming conditions
- Suitable for complex and high-strength wire profiles
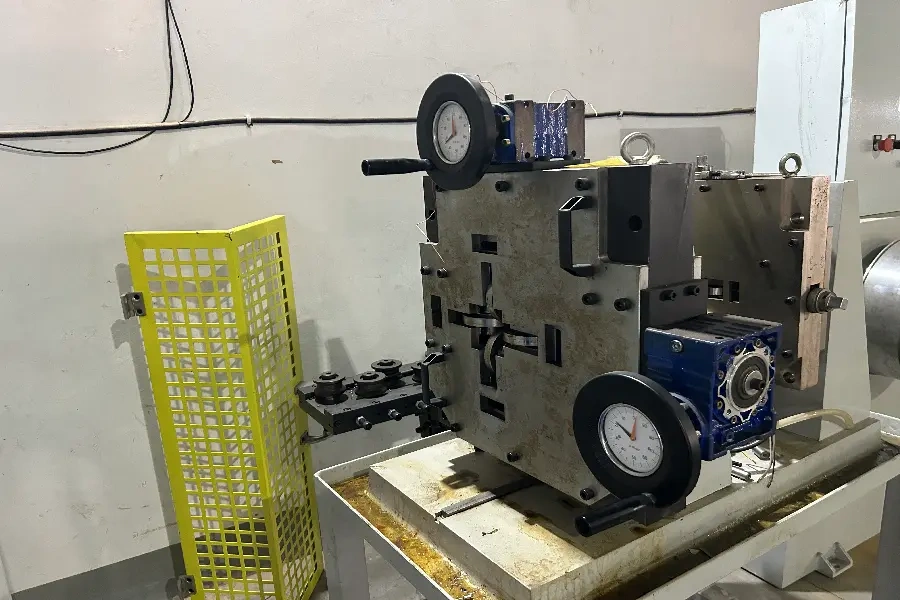
Looking for Passive Pull-Through Type Turks Head?
Our Passive Pull-Through Turk’s Head Mills install directly on existing wire drawing or rolling machines, providing a cost-effective solution for wire flattening and shaping. With precise tension control and consistent roller alignment, these mills maintain uniform dimensions, high surface quality, and reliable performance throughout standard-speed production. Ideal for manufacturers seeking a flexible, easy-to-install system, they deliver dependable results while minimizing material waste and downtime.

CRM-GL series
Symmetrical roller design ensures uniform pressure and consistent wire shaping.

CRM-GLWC series
High-precision rollers allow production of different wire sizes without changing the rollers.
CRM-Universal series
Two-way adjustment (up/down, in/out) allows quick setup for any square or rectangular wire.

GLWA series
Simple and robust design with low manufacturing cost, this is ideal for producing low-value wire
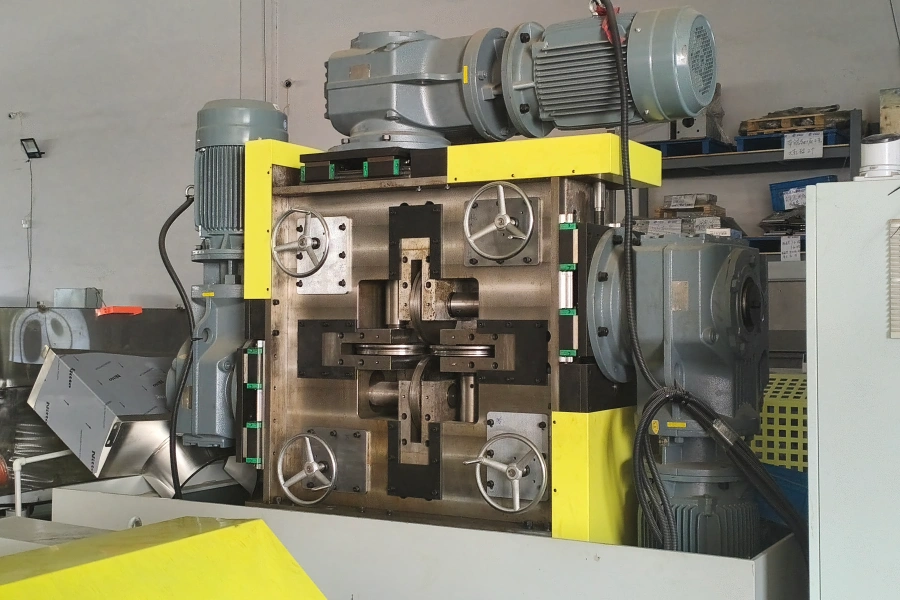
Looking for a Power-Driven Turk’s Head Mill?
Our Power-Driven Turk’s Head Mills use motor-driven rollers to precisely control wire tension, speed, and profile. They ensure high-precision shaping and superior surface quality for flat or custom-profile wire, making them ideal for fast, high-accuracy production lines. See the models below for available configurations and specifications.
CRM-GZD100
- Wire Diameter: 0.5–6 mm
- Wire Shape: Round → Flat
- Max Speed: 200 m/min
- Key Feature: Compact design, high-precision shaping
CRM-GZD150
- Wire Diameter: 1–10 mm
- Wire Shape: Round → Flat / Trapezoid
- Max Speed: 200 m/min
- Key Feature: Adjustable roller configuration for multiple profiles
- Wire Diameter: 2–15 mm
- Wire Shape: Custom profiles
- Max Speed: 180 m/min
- Key Feature: Heavy-duty design for uniform surface quality
CRM-GZD250
- Wire Diameter: 5–20 mm
- Wire Shape: Flat / Custom shapes
- Max Speed: 180 m/min
- Key Feature: Large-diameter support, superior tension control
- About Company
Key Technical Features and Process of Turks Head Mills
- Multi-Roll Driven Design: Our 4-roll systems apply even pressure across the entire wire circumference, which reduces internal stress gradients and eliminates ovality. Proper roll alignment is critical; even a 0.01 mm misalignment can induce residual stresses leading to downstream spring-back or cracking.
- Precision Control & Tolerances: Wire diameter consistency is achieved through a combination of precision-machined rolls, feedback-controlled drives, and fine adjustment mechanisms. Experienced operators can achieve ±0.002 mm diameter tolerances for critical alloys.
- Hardened Roll Materials: Rolls are made from tool steel with tungsten carbide overlays, chosen to resist wear from high-strength and abrasive wires. For corrosive or heat-sensitive materials, coatings like chromium nitride (CrN) are applied.
- Adjustable Roll Gap & Profile: Every mill allows micro-adjustments in roll spacing and alignment, enabling customization for material-specific work hardening rates.
- Integrated Cooling Systems: For high-strength or heat-sensitive wires, air or water cooling is used to manage thermal expansion and prevent annealing defects.
From my 30 years in the field, a properly set-up cooling system is often the difference between scrap rates of 1% vs. <0.1% in stainless steel wires.
- Energy Efficiency:The design balances motor load, torque, and roll friction, reducing energy usage without compromising wire quality.
- About Company
Technical Specifications
Parameter | Specification | Notes from Process Engineering |
Roll Configuration | 4-roll or multi-roll driven | Multi-roll preferred for high-strength alloys |
Wire Diameter Range | 0.5 mm – 25 mm (customizable) | Tight tolerance achievable with precision roll settings |
Roll Material | Hardened steel / Alloy steel / Tungsten carbide coating | Coating depends on wire abrasiveness and heat sensitivity |
Maximum Rolling Speed | Up to 100 m/min | Speed must be matched to material type to avoid micro-cracking |
Drive Type | Electric motor / Gear-driven | Closed-loop feedback for precise roll speed control |
Production Capacity | 1 – 5 tons/hour | Depends on wire diameter, material, and desired surface finish |
Machine Dimensions | L: 2000–4000 mm × W: 1000–2000 mm × H: 1500–2500 mm | Includes operator clearance and maintenance access |
Machine Weight | 2000–6000 kg | Depends on configuration and roll size |
Cooling System | Optional air/water | Essential for titanium, nickel, or high-strength steels |
Pro Tip: For stainless steel or titanium, slow incremental reduction per pass is critical—too aggressive and you risk hardening or cracking.
- About Company
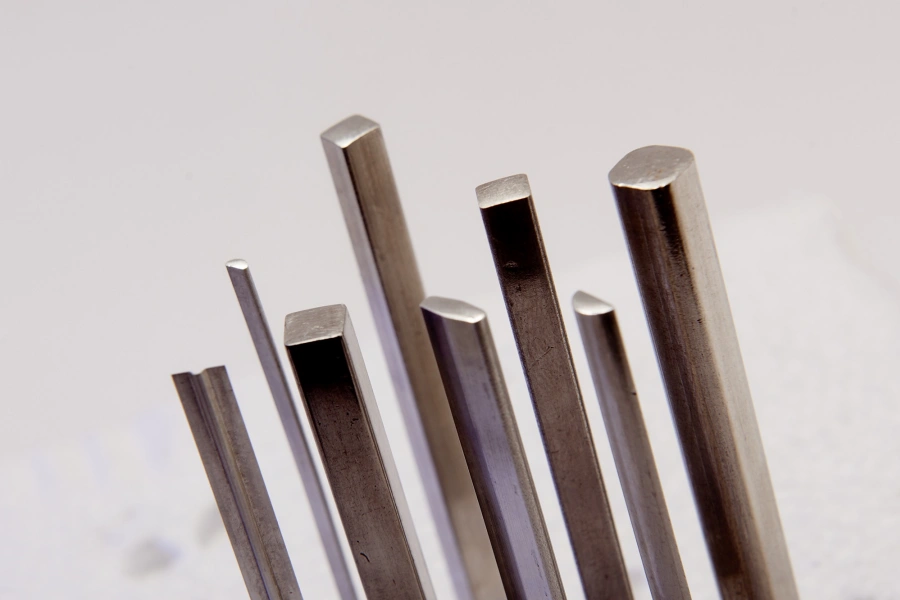
Suitable Materials
Our Turks Head Mills are proven for a broad spectrum of metals:
- Copper & Copper Alloys:Oxygen-free copper, brass, bronze — commonly used in electrical conductors.
- Aluminum & Aluminum Alloys:High electrical conductivity and lightweight structural wires.
- Steel & Stainless Steel:Carbon steel, alloy steel, spring steel — requires precise roll alignment to avoid work hardening defects.
- Nickel & Nickel Alloys:Monel, Inconel — extremely sensitive to surface cracks; multi-roll gradual reduction recommended.
- Titanium & Titanium Alloys:Requires careful thermal control to prevent work hardening.
- Specialty Alloys:High-strength, corrosion-resistant, or heat-resistant wires.
Process Insight: The sequence of rolling passes, reduction per pass, and cooling is as important as the machine itself for high-performance alloys.
- About Company
Applications of Turkshead Rolling Mills
- Electrical Wire & Cable:Power conductors, fine wiring for electronics.
- Industrial Wire Manufacturing:Springs, steel cords, reinforcement wires.
- Aerospace & Automotive:High-strength, precision wires for structural components.
- Specialty Wire Shaping:Medical, chemical, and corrosion-resistant alloys.
- Metal Cord Production:Reinforcement for composites, rubber, or specialty cables.

- About Company
Advantages
- High Consistency:Maintains wire diameters within ±0.002 mm tolerances.
- Versatility:Handles multiple diameters, materials, and alloy types without reconfiguration.
- Durability:Heavy-duty frame and high-quality rolls extend service life to decades with routine maintenance.
- Process Control:Adjustable roll gap, cooling, and speed allow fine control over material properties.
- Global Support:On-site installation, process training, and ongoing engineering support.
- About Company
Accessories & Optional Equipment
- Rolling cassettes for rapid roll changes
- Wire straighteners for post-rolling dimensional accuracy
- Annealing or coating units for surface finish enhancement
- Air or water cooling systems for temperature-sensitive wires
- About Company
Pro Engineering Notes (Optional Section for Technical Audience)
- Pass Reduction Strategy:For high-strength stainless steel or nickel alloys, total reduction per pass should not exceed 10–15% to prevent cracking.
- Roll Alignment:Misalignment as small as 0.01 mm can cause ovality or internal stress; routine calibration is critical.
- Cooling Integration:For titanium or nickel, controlled cooling prevents micro-structural damage.
- Maintenance:Recommended to replace rolls at 500–1000 hours depending on material abrasiveness; lubrication is key to prevent wear and overheating.
Common Questions
Frequently Asked Questions (FAQ) – Technical Insights
What wire diameters and reductions can a Turks Head Mill handle safely?
Our mills can process wire diameters from 5 mm to 25 mm, depending on the roll configuration and material. For high-strength alloys such as stainless steel or titanium, I recommend gradual multi-pass reduction, typically 10–15% per pass, to prevent work hardening, micro-cracking, and residual stress accumulation. The roll alignment must be precise to ±0.01 mm, otherwise ovality or spring-back can occur downstream.
Which materials are most suitable, and how does material selection affect setup?
Turks Head Mills handle a wide range of metals: copper, aluminum, carbon steel, stainless steel, nickel alloys, titanium, and specialty high-strength alloys. Material hardness, ductility, and thermal sensitivity dictate roll material selection, roll gap settings, and cooling strategy. For example, titanium requires water-cooled rolls and slower feed ratesto avoid work hardening and thermal expansion issues.
How precise is the machine, and what ensures tight tolerances?
Precision comes from a combination of multi-roll driven design, precision-machined rolls, and feedback-controlled drive systems. Experienced operators can achieve ±0.002 mm wire diameter tolerance. Key factors include roll alignment, pass reduction per roll, and thermal management—especially when rolling alloys with low thermal conductivity like nickel or titanium.
What are the critical maintenance and calibration requirements?
Routine maintenance involves inspection of roll surfaces, lubrication of bearings, alignment verification, and replacement of worn rolls. Worn rolls increase surface roughness and can induce ovality or residual stress. Calibration should be performed after every 500–1000 operational hours, and more frequently if processing abrasive or high-strength alloys. Cooling systems and feed mechanisms also require periodic checks to maintain uniform wire quality.
Can the machine handle multiple wire sizes or materials in one production line?
Hydraulic or motorized adjustable rollsallow fast changeover between different diameters or alloys. However, switching from a soft copper wire to a high-strength steel or nickel alloy requires re-evaluation of roll material, roll gap, and pass schedule to maintain dimensional accuracy and prevent material stress. Multi-roll setups are ideal for such flexibility because gradual deformation reduces residual stress accumulation.
How does the Turks Head Mill improve both wire quality and production efficiency?
By applying even pressure across all rolls, the machine reduces internal stress gradients and minimizes surface defects. Combined with precision-controlled roll gaps, feedback-driven speed regulation, and optional cooling, this approach maximizes yield, reduces scrap, and prevents micro-cracking. In my experience, proper process control can increase production efficiency by 15–25% while reducing defect rates to under 0.1% for high-strength alloys.
- About Company
About Sky Bluer Environmental Technology Co., Ltd.
Our Turk Head Mills shape and flatten wire with precision, actively controlling tension, maintaining exact dimensions, and delivering superior surface quality. Backed by decades of industry experience, we help manufacturers achieve tight tolerances, maximize efficiency, and ensure consistent performance across every production run. If you are looking for a reliable solution to enhance your wire processing operations, our Turk Head Mills provide the performance and accuracy you need.