
Rectangular Wire Rolling Mills For Copper Magnet Wire

Rectangular Wire Rolling Mills For Copper Magnet Wire
The Sky Bluer – CRM 5-Stands Wire Rolling Mills are designed for processing copper round drawn wire into rectangular conductors with rolled edges, in accordance with DIN, BS and IEC standards. The 5-stand arrangement, consisting of alternating flat and edge rolling passes, ensures stable geometry control, consistent edge radius and reliable dimensional accuracy throughout continuous production. The finished rectangular copper wires are suitable for further processing into enameled flat magnet wire, paper-covered rectangular copper wire, and continuously transposed conductors (CTC) for transformer and high-efficiency electrical applications.

1. 5-Stand Wire Rolling Configuration and Pass Design
The wire rolling mill adopts a five-stand rolling configuration consisting of three flat rolling passes and two vertical edge rolling passes. This structure allows round copper wire to be gradually transformed into a rectangular conductor while maintaining stable metal flow and consistent dimensional control. The flat rolling stands mainly reduce thickness and form the basic rectangular profile, while the vertical stands shape the side edges and control the final width.
During rolling, the three flat passes progressively reduce the height of the copper wire and establish the overall rectangular geometry. The two vertical passes then compress the sides to form the edges and refine the conductor width. The R-angle of the edges is formed gradually through controlled edge rolling, rather than in a single pass, which helps ensure smooth corners and prevents surface defects.
This 3-flat and 2-edge rolling pass design ensures stable forming, consistent edge radius, and precise dimensional control for rectangular copper wire and magnet wire production.
2. Dimensional Accuracy and Edge Radius Control for Copper Wire Rolling Mills
Dimensional accuracy is essential in rectangular wire rolling machine applications, particularly for magnet conductors used in transformers and motors. The copper wire rolling mill must maintain stable thickness, width, and edge geometry to ensure reliable insulation coating and efficient winding performance.
The precision wire rolling mills are designed to achieve tight dimensional tolerances, typically ±0.01–0.02 mm depending on conductor size. The rolling process also ensures uniform R-angle edge formation and smooth rolled surfaces without cracks or defects, which are critical for high-quality magnet wire production.
This level of precision is achieved through motorized screw-down adjustment, parallelism correction systems, multi-point tension monitoring, and online automatic gauge measurement. Together, these control technologies allow the system to operate as a high precision rolling mill for magnet wire, ensuring consistent conductor dimensions throughout continuous production.
3. Magnet Wire Rolling Mill for Rectangular Conductors
The magnet wire rolling mill is specifically optimized for producing rectangular copper conductors used in enameled flat magnet wire, paper-covered rectangular copper wire, and continuously transposed conductors (CTC).
Compared with conventional flat wire forming machine designs, the 5-stand configuration offers:
l Better geometry stability
l Improved edge symmetry
l Reduced residual stress
l Higher production consistency
As part of a copper magnet wire production line, this system ensures reliable continuous operation and consistent output quality.
4. Typical Equipment for Rectangular Copper Wire Production
A complete rectangular copper wire production line consists of high-precision wire rolling mills, payoff and take-up systems, tension control devices, and online annealing units. The process begins with round drawn copper wire, which is fed through multi-stand rolling mills to produce rectangular conductors with accurately rolled edges. Additional equipment such as cooling systems, flat wire forming devices, and roll grinders ensures consistent surface quality, tight dimensional tolerances, and reliable performance. This integrated setup is suitable for producing enameled flat magnet wire, paper-covered rectangular copper wire, and continuously transposed conductors (CTC) for transformers, motors, and high-efficiency electrical applications.
5. Advanced Rectangular Copper Wire Production Line Components
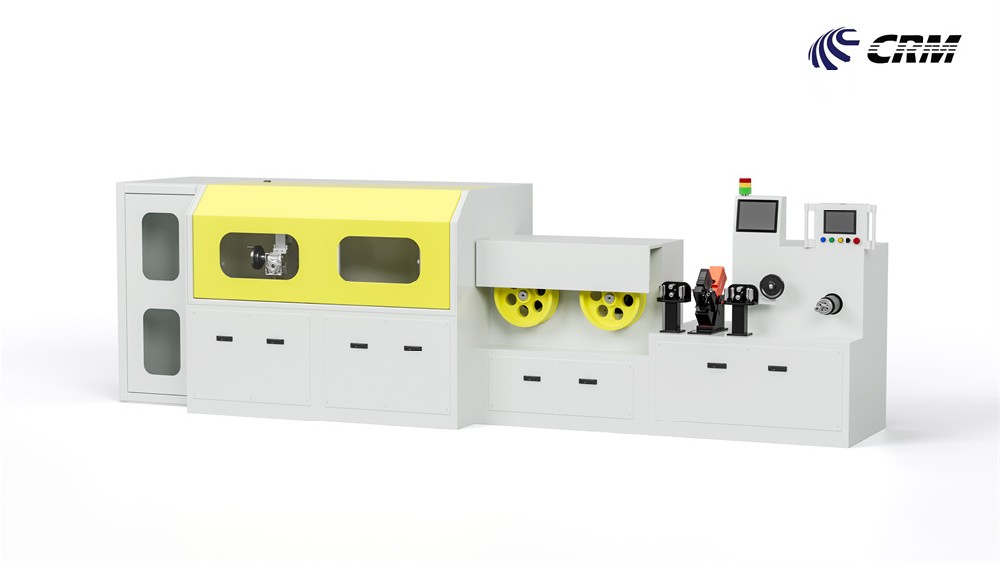
The rectangular copper wire production line features high-precision wire rolling mills integrated with a range of auxiliary equipment to ensure reliable and consistent output. The system includes a hydraulically-driven pay-off spooler for smooth wire feeding, followed by a two-high breakdown mill to initiate the shaping process. Precision finishing is handled by two two-high rolling mills equipped with motorized screw-down and parallelism adjustment for exact dimension control.
For edge shaping, the line incorporates two motorized CRM150 edgers with quick-change capability, while four strategically positioned tensiometers simplify setup and maintain optimal wire tension throughout the process. Lubrication and cooling are managed via a filtration system with liquid spray, and wire dimensions are continuously monitored using an automatic control gauge. Finally, the traversing take-up spooler ensures even coiling of the finished rectangular conductors.
This configuration produces rectangular copper wires suitable for enameled flat magnet wire, paper-insulated rectangular copper wire, and continuously transposed conductors (CTC), meeting the high demands of motors, transformers, and other advanced electrical applications.
6. Auxiliary Copper Wire Rolling Equipment for Stable Production
Stable production in a copper wire rolling mill relies on several auxiliary systems that ensure smooth operation and consistent product quality.
l Pay-Off System
The pay-off system feeds the copper wire into the rolling mill in a stable manner. It typically uses a hydraulic or motorized pay-off spooler with active braking control to maintain consistent unwinding speed and prevent tension fluctuations during high-speed rolling.
l Take-Up System
The take-up system collects the finished rectangular copper wire. A traversing take-up spooler enables uniform layer-by-layer winding and coordinated tension control, ensuring neat coiling and preventing wire deformation.
l Tension Control System
Tension stability is maintained through multi-point tensiometers and a closed-loop control system. This allows synchronized speed control between rolling stands and ensures consistent wire geometry during the rolling process.
l Lubrication and Cooling System
A spray-type lubrication and cooling system reduces friction between the rolls and the copper wire while controlling rolling temperature. Filtration units maintain clean coolant circulation and help improve surface quality.
An online continuous annealing unit restores the ductility and electrical conductivity of the copper wire after rolling. This process prepares the conductor for further processing such as enameling or insulation wrapping.

7. Finished Product Applications of magnet flat wire
Rectangular copper wires produced by the wire rolling mill are widely used in electrical equipment such as motors and transformers. These conductors are typically processed into the following products:
Application: high-efficiency motors, generators, EV drive motors
Typical size: 0.8–5.0 mm thickness, 2–16 mm width
Dimensional tolerance: ±0.01–0.03 mm
Feature: copper conductor coated with multiple layers of electrical enamel insulation.
l Paper-Covered Rectangular Copper Wire
Application: oil-immersed power transformers and distribution transformers
Typical size: 1.5–6.0 mm thickness, 3–20 mm width
Dimensional tolerance: ±0.02–0.05 mm
Feature: rectangular copper conductor wrapped with insulating kraft paper for high insulation strength.
l Continuously Transposed Conductors (CTC)
Application: large power transformers
Typical strand size: 1.0–3.5 mm thickness, 3–12 mm width
Dimensional tolerance: ±0.02–0.04 mm
Feature: multiple rectangular copper wires transposed together to reduce eddy current losses and improve current distribution.
These magnet wire products are widely used in transformers, electric motors, generators, and other high-efficiency electrical equipment, where precise conductor dimensions and stable edge geometry are required.

8. Automation, Control Systems, and After-Sales Service
Modern wire rolling mills are equipped with advanced automation and control systems to ensure stable production and precise dimensional control. The system typically adopts PLC centralized control combined with servo drive technology, enabling accurate synchronization between rolling stands, pay-off, and take-up units. In addition, online automatic detection systems continuously monitor key parameters such as wire dimensions and tension, allowing real-time adjustments to maintain consistent product quality.
Sky Bluer Environmental Technology Co., Ltd also provides comprehensive after-sales service to support long-term equipment operation. This includes equipment installation and commissioning, operator training, routine maintenance guidance, and spare parts supply. Through professional technical support and training, customers can ensure reliable production and maximize the performance of their copper wire rolling mill systems.

9. Conclusion
In conclusion, Sky Bluer Environmental Technology Co., Ltd’s wire rolling mills are designed to produce rectangular copper wires with precise dimensions and well-formed edges. The multi-stand rolling setup, combined with tension control, automated measurement, and auxiliary systems, ensures consistent quality and reliable operation. These mills are suitable for manufacturing enameled flat magnet wire, paper-covered rectangular copper wire, and continuously transposed conductors (CTC) for motors, transformers, and other high-performance electrical equipment.
If you would like to learn more about our wire rolling mills or discuss a solution for your production line, please contact us today to request a technical proposal.
10. FAQ- Common Questions on Magnet Wire Rolling Mills
1. What is the advantage of a 5-stand wire rolling mill?
A 5-stand configuration ensures gradual deformation, improved edge formation, and higher dimensional accuracy compared to single or three-stand systems.
2. Can the machine process brass wire?
Yes, with proper roll material and parameter adjustments, it can be adapted for brass wire production lines.
3. What is the typical production capacity?
Capacity depends on input size and finished section, typically ranging from 3,000–5,000 tons per year.
4. How is edge radius controlled?
Through dedicated edge rolling passes, motorized screw-down adjustment, and calibrated roll profiles.
5. What tolerance can be achieved?
Thickness tolerance can reach ±0.01–0.02 mm depending on conductor size.
6. Is online annealing necessary?
For magnet wire applications, online annealing improves ductility and ensures consistent electrical conductivity.
7. Can the system be integrated into an existing copper flat wire mill machine?
Yes, modular design allows integration with existing payoff, take-up, or annealing systems.
8. Does Sky Bluer Environmental Technology Co., Ltd provide customization?
Yes, solutions are tailored according to conductor size range, production speed, and downstream processing requirements.
-

CRM Strip Rolling Mills
-

Engineering Innovations with Cold-Rolled Profile Wires
-
New Wire Flattening Mills
-
Strip Rolling Machine with High Speed
-

Production Line for Wedge Wire Filter Screens
-

Production Line for Nickel Titanium Wire Model: CRM-TI
-

Carbon Steel Flat Wire Drawing Machine
-

Copper Strip Rolling Mill for Industrial 2025